

Cellulose acetate and ABS plastic are the two dominant materials in commercial hair clip manufacturing, and the choice between them determines a product's cost structure, visual quality, mechanical behaviour, production workflow, and sustainability positioning. For product managers and brand procurement teams evaluating material specifications, this is not a preference decision — it is an engineering and commercial decision with direct implications for MOQ, tooling investment, retail pricing, return rates, and environmental compliance.
This article provides a manufacturing-level technical comparison of the two materials, covering material science properties, processing methods, quality control challenges, cost structure, and certification considerations. For a consumer-oriented look at how these materials affect comfort and appearance, see the consumer-focused comparison of acetate and plastic hair clips. This article focuses on the manufacturing and sourcing side. For general background on clip categories, see the guide on the main types of hair clips and their material compositions.
1. Material Science: Composition and Physical Properties
Cellulose Acetate
Cellulose acetate, a plant-derived thermoplastic, is produced by acetylating cellulose extracted from wood pulp or cotton fibres. It is classified as a semi-synthetic bio-based polymer — the base material is natural, but the chemical conversion to acetate is an industrial process. In hair clip manufacturing, acetate is valued for its density, natural translucency, and the ability to create rich, multi-layered colour patterns (tortoiseshell, marble, ombre, gradient) that are embedded within the material itself rather than applied to the surface.
ABS Plastic
Acrylonitrile butadiene styrene (ABS) is a fully synthetic thermoplastic produced from petroleum-derived monomers. It is the most widely used material in mass-market hair clip production due to its low cost, excellent mouldability, impact resistance, and the broad range of surface finishes achievable through post-processing. ABS colour is either mixed into the raw pellets before moulding (most durable) or applied to the surface through spray painting, UV coating, or printing.
Core Physical Properties Comparison
| Property | Cellulose Acetate | ABS Plastic | Sourcing Implication |
|---|---|---|---|
| Material origin | Plant-based (wood pulp / cotton fibre) | Petroleum-based (synthetic) | Acetate supports bio-based and sustainability marketing claims |
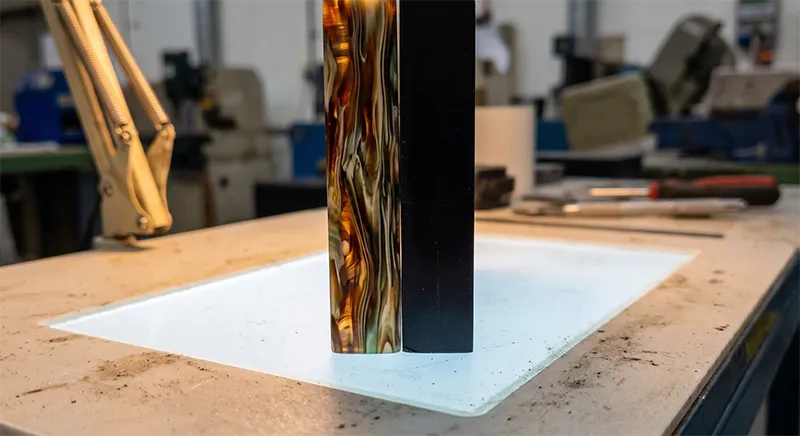
| Density | 1.27-1.34 g/cm3 | 1.03-1.07 g/cm3 | Acetate clips feel noticeably heavier — perceived as more premium |
| Heat deflection temperature | 60-70 degrees C | 88-105 degrees C | ABS tolerates higher heat; acetate requires more careful storage and shipping |
| Impact resistance | Medium — flexes under tension | High at room temperature, brittle at low temperature | Acetate bends before breaking; ABS cracks suddenly under sustained load |
| Flex behaviour | Elastic flex — returns to original shape | Rigid — cracks rather than flexing under sustained tension | Acetate clips survive thick-hair tension better; ABS clips prone to hinge fracture |
| Surface quality | Natural depth, translucency, layered colour | Uniform surface, colour applied or mixed in | Acetate commands premium retail pricing; ABS competes on price |
| UV resistance | Moderate — may yellow with prolonged UV exposure | Good — UV-stabilised grades available | Acetate requires UV-protective packaging for long-term retail display |
| Biodegradability | Biodegradable under industrial composting | Not biodegradable — recyclable as thermoplastic | Acetate qualifies for eco-friendly positioning; ABS requires recycling infrastructure |
| Moisture absorption | Higher — absorbs 2-4% by weight | Lower — absorbs 0.2-0.5% | Acetate requires moisture-controlled storage; ABS is more storage-tolerant |
2. Processing Methods: Sheet Cutting vs Injection Moulding
The fundamental difference between acetate and ABS hair clip production is the manufacturing process itself. This difference drives most of the cost, quality, and flexibility trade-offs between the two materials.
Acetate: Sheet Cutting + Heat Shaping + Hand Polishing
Acetate hair clips are produced from pre-manufactured acetate sheets. The production sequence is: sheet inspection and selection, CNC or die cutting to produce flat blanks, heating the blanks to approximately 80-90 degrees C to soften the material, pressing the softened blanks into metal shaping moulds to form the curved clip silhouette, cooling to lock the shape, and multi-stage hand polishing to achieve the characteristic smooth, glossy finish. This process is inherently more labour-intensive than injection moulding and produces higher scrap rates because acetate sheet offcuts cannot be remelted and reused.
ABS: Injection Moulding
ABS clips are produced by injecting molten ABS polymer into precision steel moulds under high pressure. The material fills the mould cavity, cools, and is ejected as a finished or near-finished part. Cycle times are fast — typically 15 to 45 seconds per shot depending on part complexity. ABS runners and rejected parts can be reground and reused (typically mixed at 10-30 percent ratio with virgin material), reducing waste and material cost. Post-moulding operations may include spray painting, UV coating, pad printing, and assembly with spring mechanisms.
| Process Parameter | Acetate (Sheet Cutting) | ABS (Injection Moulding) |
|---|---|---|
| Production method | Sheet cutting + heat shaping + hand polishing | Injection moulding + post-processing |
| Tooling type | Shaping moulds (simpler construction) | Injection moulds (precision steel, multi-cavity) |
| Tooling cost | $300-$800 per design | $800-$1,500 per design |
| Cycle time per unit | Minutes (hand polishing is the bottleneck) | Seconds (15-45 sec per shot) |
| Labour intensity | High — hand polishing and manual inspection | Low — largely automated |
| Scrap handling | Offcuts are waste (cannot be remelted) | Runners and rejects are reground and reused |
| Batch flexibility | High — sheet cutting allows small batches easily | Lower — mould setup and purging create fixed costs per run |
| Typical MOQ | 300-500 pcs per SKU | 1,000 pcs per SKU |
| Production lead time (bulk) | 30-45 days | 20-30 days |
For brands evaluating manufacturers with both acetate sheet-cutting and ABS injection moulding capability, see the guide on top acetate hair accessories manufacturers with sheet-cutting capability.
3. Colour Control and Batch Consistency
Colour consistency is one of the most significant operational differences between acetate and ABS production — and one of the most common sources of buyer-manufacturer friction when expectations are not aligned upfront.
ABS: Precise and Repeatable
ABS colour is controlled by the masterbatch — a concentrated pigment mixture added to the raw ABS pellets before moulding. Once a masterbatch formula is developed and approved, it can be replicated with high precision across production runs. Pantone colour matching is standard, and batch-to-batch variation is minimal. This makes ABS the preferred material when exact colour consistency across thousands of units is a non-negotiable requirement.
Acetate: Natural Variation as Feature and Challenge
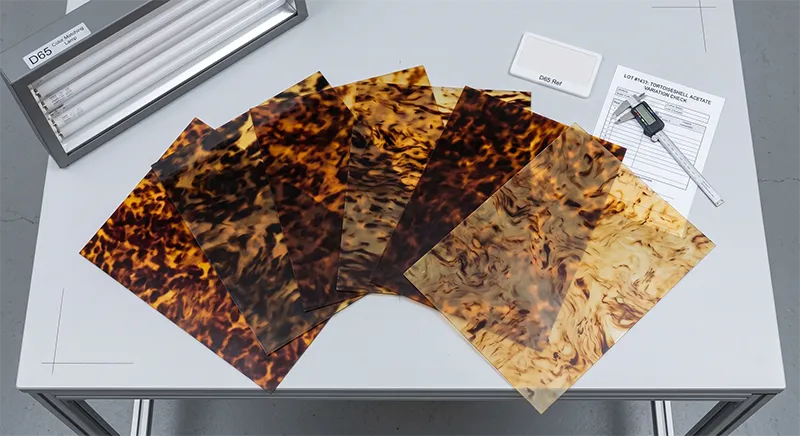
Acetate colour is determined at the sheet manufacturing stage. Each sheet is produced by layering coloured acetate compounds, which creates the signature tortoiseshell, marble, and gradient effects. However, because the layering process involves natural variation in how the colour compounds flow and merge, no two sheets are exactly identical — and therefore no two clips cut from different areas of the same sheet (or from different sheets) will be perfectly matched.
This variation is simultaneously acetate's greatest visual appeal and its greatest QC challenge. The recommended approach is three-stage control:
- Sheet supplier qualification: Select suppliers with demonstrated tight batch-to-batch colour tolerance. Request sample sheets from multiple batches before committing.
- Incoming material inspection: Compare each incoming sheet batch against approved master colour chips under standardised D65 lighting conditions. Reject batches that fall outside the agreed tolerance range.
- Finished product sorting: Group finished clips by colour intensity and pattern distribution to ensure each shipment contains visually harmonised units. Communicate acceptable variation ranges to the buyer before production begins.
4. Cost Structure Comparison
The cost differential between acetate and ABS is not limited to raw material price — it extends across tooling, labour, scrap, and quality control. Understanding the full cost structure prevents misleading per-unit price comparisons.
| Cost Component | Cellulose Acetate | ABS Plastic |
|---|---|---|
| Raw material cost | Higher — plant-derived, specialised supply chain | Lower — petroleum-based commodity polymer |
| Tooling investment | Lower ($300-$800 per shaping mould) | Higher ($800-$1,500 per injection mould) |
| Labour cost per unit | Higher — hand polishing, manual sorting | Lower — largely automated production |
| Scrap and waste cost | Higher — offcuts are waste, 5-10% reject rate | Lower — regrind reuse, 1-3% reject rate |
| QC cost per unit | Higher — colour sorting, manual inspection | Lower — machine-consistent output |
| Overall unit cost position | Premium — typically 2-3x the cost of equivalent ABS clip | Value — lowest per-unit cost in the category |
| Typical MOQ | 300-500 pcs per SKU | 1,000 pcs per SKU |
| Retail price support | Supports premium retail pricing ($15-$40+ per clip) | Supports mass-market pricing ($3-$12 per clip) |
The critical insight for sourcing decisions: acetate costs more per unit but supports significantly higher retail margins. A brand selling an acetate claw clip at $25 retail with a $6 landed cost achieves a stronger gross margin than a brand selling an ABS claw clip at $8 retail with a $1.50 landed cost — despite the higher absolute input cost. Material selection should be evaluated against retail pricing strategy, not in isolation.
5. Mechanical Behaviour: How Each Material Fails
The mechanical failure mode of a hair clip directly affects return rates, review quality, and brand reputation. Acetate and ABS fail in fundamentally different ways, and understanding this difference is essential for product specification.
Acetate: Elastic Flex
When a cellulose acetate clip is stressed beyond its normal operating range — for example, when forced open wider than designed to accommodate thick hair — it flexes elastically. The material bends, absorbs the stress, and returns to its original shape when released. Under extreme overload, acetate will eventually deform permanently rather than crack suddenly. This flex behaviour makes acetate significantly more durable under repeated daily use, particularly for consumers with thick or heavy hair. For the full range of acetate clip designs, see the cellulose acetate hair clip product range.
ABS: Brittle Fracture
ABS is rigid and impact-resistant under normal conditions, but when subjected to sustained or repeated stress — such as daily opening and closing of a claw clip on thick hair — it develops stress concentrations at the hinge point. Unlike acetate, ABS does not flex to distribute this stress. Instead, it accumulates micro-fractures at the stress point until the clip cracks or snaps suddenly. This failure mode is the most common source of consumer complaints and returns for mass-market claw clips.
6. Environmental and Certification Considerations
Material sustainability positioning is increasingly important for brands supplying into European, UK, and North American retail channels. The two materials have distinctly different environmental profiles.
Cellulose Acetate
- Bio-based origin — derived from renewable wood pulp or cotton fibre
- Biodegradable under industrial composting conditions (not in landfill or open-air)
- FSC certification available to verify sustainable sourcing of wood pulp raw material
- Lower carbon footprint than petroleum-based alternatives in lifecycle assessments
- Marketing claims should specify "bio-based" and "industrially compostable" rather than making unqualified "biodegradable" statements
ABS Plastic
- Petroleum-based — non-renewable raw material
- Not biodegradable — persists in landfill environments
- Recyclable as a thermoplastic — can be remelted and reformed (GRS certification applies to recycled ABS content)
- Post-consumer recycled (PCR) ABS grades are available for brands seeking recycled-content positioning
- GRS 4.0 certification verifies recycled material content in the supply chain
Both materials can support sustainability-oriented brand positioning, but through different mechanisms: acetate through bio-based origin and compostability, ABS through recycled content and recyclability. Manufacturers holding ISO 9001 quality management certification, GRS 4.0, and FSC provide the documentation infrastructure needed to substantiate environmental claims.

7. Sourcing Decision Framework and Conclusion
The choice between cellulose acetate and ABS for hair clip production is not a binary material selection — it is a strategic decision that should align with the brand's market positioning, target price point, consumer segment, and sustainability narrative.
| Scenario | Recommended Material | Rationale |
|---|---|---|
| Premium retail, fashion brands, DTC | Cellulose acetate | Higher perceived value, unique colour effects, flex durability, supports $15-$40+ retail pricing |
| Mass-market retail, dollar stores, volume wholesale | ABS plastic | Lowest unit cost, fastest production, highest colour consistency, supports $3-$12 pricing |
| Large clips for thick hair (10 cm+) | Cellulose acetate | Flex-under-tension prevents hinge fracture that is common in large ABS clips |
| Small accent clips, children's accessories | ABS plastic | Lightweight, impact-resistant, wide colour range, cost-effective at small sizes |
| Eco-positioned or sustainable brand lines | Cellulose acetate (FSC-certified) | Bio-based origin, industrially compostable, FSC wood pulp sourcing |
| Recycled-content brand lines | ABS plastic (GRS-certified PCR) | Post-consumer recycled content, GRS 4.0 verified |
| Tiered product line (value + premium) | Both materials from single manufacturer | Simplifies sourcing, consolidates QC, reduces logistics coordination |
Many established manufacturers in China produce both acetate and ABS hair clips under one facility, which allows brands to build tiered product lines — offering ABS at accessible price points and acetate at premium positioning — from a single sourcing partner. This consolidation simplifies quality oversight, reduces logistics complexity, and often improves per-unit pricing through combined volume.
Manufacturers such as JunYi Beauty, operated by Dongguan JunYi Beauty Technology Co., Ltd., maintain dedicated production lines for both cellulose acetate (sheet cutting, CNC processing, hand polishing) and ABS (injection moulding with 200+ active moulds) under one facility. With certifications including ISO 9001, amfori BSCI, BRCGS, GRS 4.0, and FSC, the company provides the dual-material capability and documentation infrastructure required for brands operating across both premium and mass-market segments. For a comparison of verified hair clip manufacturers in China, see the manufacturer guide.




